
Ключови технологии за процеса на леене на отливки от сив чугун
В леярската индустрия има поговорка за „три стоки“, която се отнася до добро разтопено желязо, добър формовъчен пясък и добра технология.
Леярската технология, заедно с разтопеното желязо и формовъчния пясък, е един от трите ключови елемента в производството на отливки. В пясъчните форми формата се прави с помощта на шаблон, позволяващ на разтопеното желязо да потече в кухината на формата за отливане.
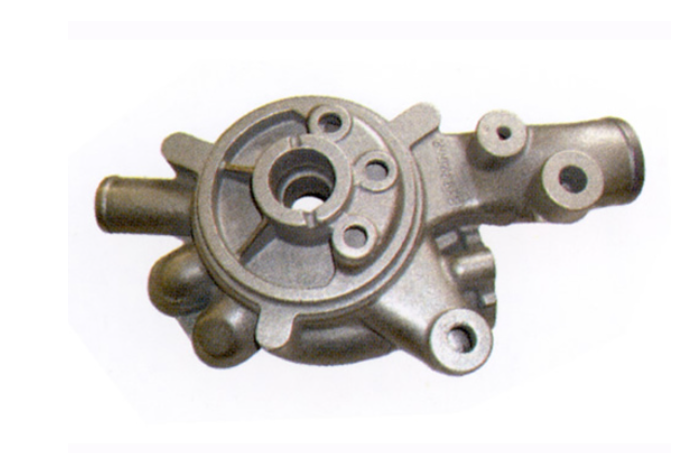
Процесът наотливки от сив чугунвключва проучване и определяне на пътищата и методите на потока.Компоненти за плесен заотливки от сив чугунвключва: Порта за изливане: Това е мястото, където разтопеното желязо се излива от черпака във входа на формата.
За да се осигури равномерно изливане и отстраняване на включванията в разтопеното желязо, често се поставя чаша за шлака. Под чашата за шлака е шибърът за изливане. Канал: Отнася се за хоризонталната секция, където разтопеното желязо тече от главния канал към кухината на формата. Вътрешен порт: Мястото, където разтопеното желязо навлиза в кухината на матрицата от канала. Както се казва в поговорката за леене, „преградата“ е съществена част от процеса. Вентилационни отвори: Канали за изпускане на въздух от кухината на матрицата, докато се пълни с разтопено желязо.
Те обикновено са ненужни, ако пясъкът за формоване има подходяща пропускливост. Накрайници: Използват се за отстраняване на включвания в разтопеното желязо и примеси във формата. Поради свиване по време на охлаждане на отливки от сив чугун, щранговете често не са с достатъчен обем. Когато действат като фураж, те се наричат фуражни щрангове и са доста дебели.
Процесът заотливки от сив чугуносигурява гладко изливане и добро качество на леене. Времето за изливане трябва да е възможно най-кратко, а кухината на формата трябва да е без турбуленция. Ключовите точки са както следва: (1) Горна и долна част на матрицата: Разделителната повърхност на aотливка от сив чугунтрябва да бъде възможно най-ниско в долната част на матрицата, тъй като долните части имат по-малко кухини за свиване и по-плътен материал. (2) Метод на изливане: Горно изливане за горната секция, долно изливане за средната и долната секции. Формите за горно изливане са склонни да причиняват дефекти на пясъка и се използват по-рядко. (3) Позиция на вътрешните порти: Тъй като разтопеното желязо бързо се втвърдява при навлизане в кухината на формата, поставянето на вътрешни порти в дебелостенни секции може да попречи на желязото да достигне до тънкостенни части. При големи отливки, ако вътрешният затвор е малък, разтопеното желязо тече бързо, потенциално причинявайки пясъчни дефекти близо до вътрешния затвор. Броят и формата на вътрешните порти трябва да се имат предвид при определяне на тяхната позиция. (4) Видове вътрешни порти: Главно триъгълни и трапецовидни вътрешни порти. Триъгълните вътрешни порти се правят по-лесно, докато трапецовидните вътрешни порти могат да предотвратят навлизането на шлака във формата. (5) Съотношение на напречното сечение на прави, хоризонтални и вътрешни порти: Ако правият порт е a, хоризонталният порт е B, а вътрешният порт е C, съотношението е a ∶ B ∶ C = 3,6 ∶ 4 ∶ 2,0. Въпреки че има различни мнения относно това съотношение, разсъждението е, че разтопеното желязо първо влиза през вход с размер 3,6, тече през голям канал с размер 4,0 и след това влиза във вътрешната порта. Благодарение на тесния вътрешен затвор с размер 2,0, скоростта на потока се забавя с времето, позволявайки на по-леките включвания да се издигнат и им пречи да навлязат в отливката през вътрешния порт. Това е ключовият момент на съотношението. Ако този принцип се помни, точните подробности не са критични. Просто имайте предвид, че дизайнът на системата за изливане за средни, големи и малки отливки влияе върху физическите свойства и експлоатационния живот наотливки от сив чугун.
Изпратете запитване


X
Ние използваме бисквитки, за да ви предложим по-добро сърфиране, да анализираме трафика на сайта и да персонализираме съдържанието. Използвайки този сайт, вие се съгласявате с използването на бисквитки от наша страна.
Политика за поверителност